01
Foundry Sand Casting Patterns
Print large, dimensionally accurate sand-casting patterns directly from ABS or ASA pellets at a fraction of traditional pattern-making cost. Surface finish can be post-processed to foundry-grade quality in minimal time.
02
Vacuum Forming Moulds
Produce robust vacuum forming tools for sheet thermoforming operations using engineering pellets that withstand forming temperatures and pressures. Dramatically reduces lead time compared to machined aluminium tooling.
03
Thermoforming Tools
Create large thermoforming tools and bucks for automotive and packaging industries using high-temp pellet grades. Ideal for short-run production and design iteration without committing to metal tooling.
04
Automotive Prototype Panels
Print full-scale dashboard trims, bumper covers, and body panels for fitment verification and design sign-off. Enables engineers to validate form and function at production-material cost before tooling investment.
05
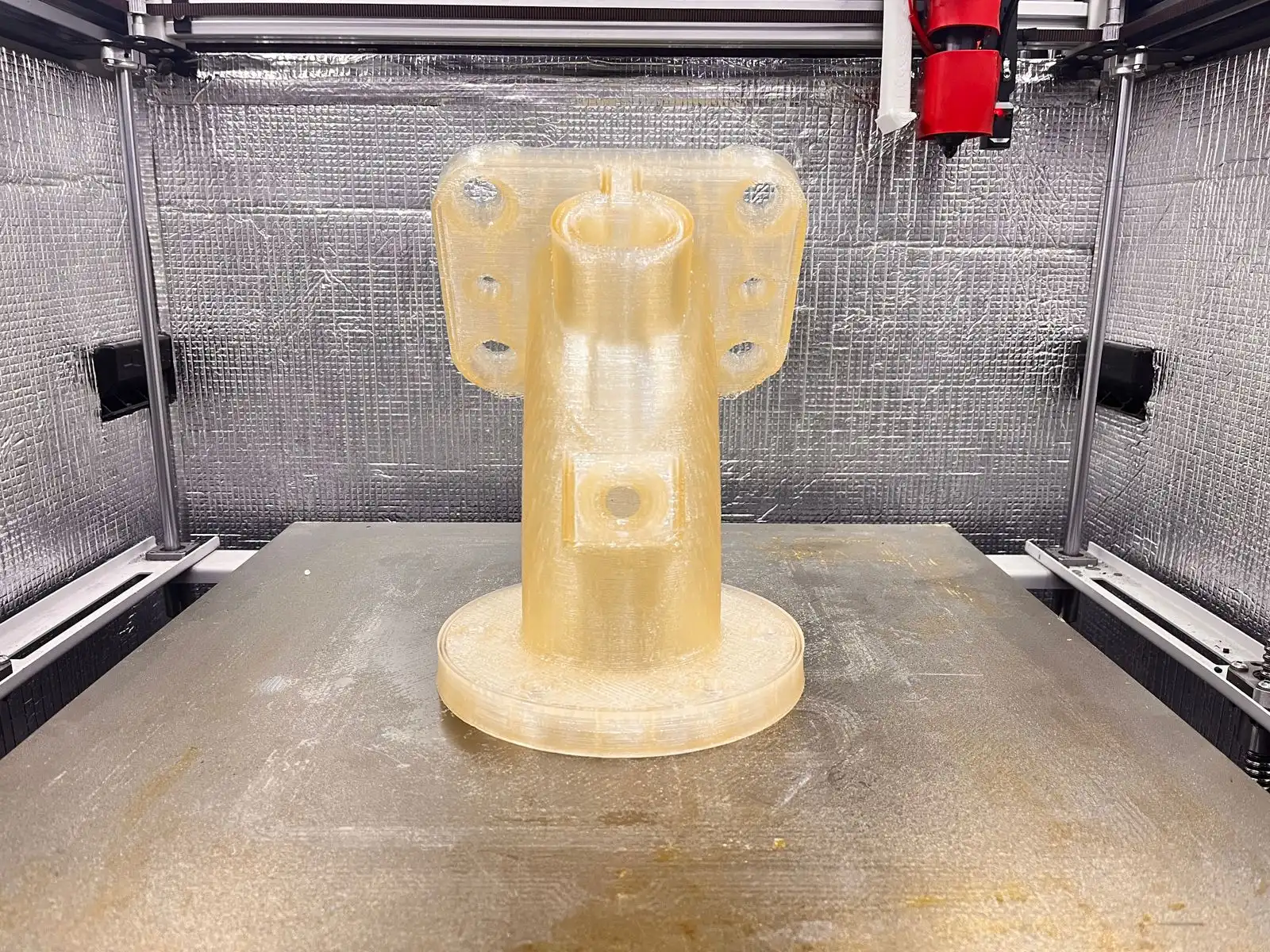
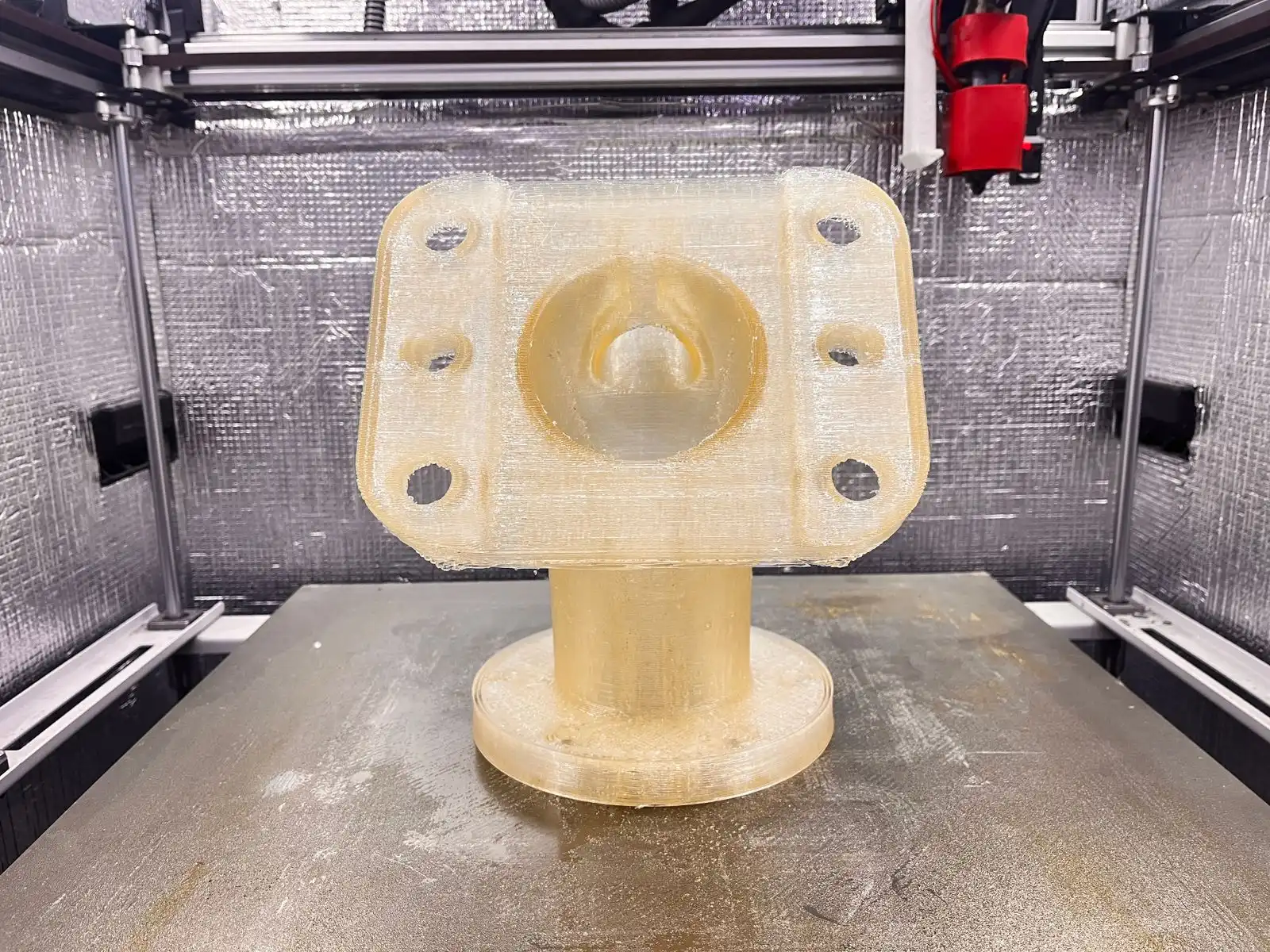
Jigs & Fixtures
Manufacture custom assembly jigs, welding positioners, CMM fixtures, and drill guides in ABS or CF-nylon pellets overnight. Cuts lead time from weeks to hours and cost from ₹50,000 to under ₹5,000.
06
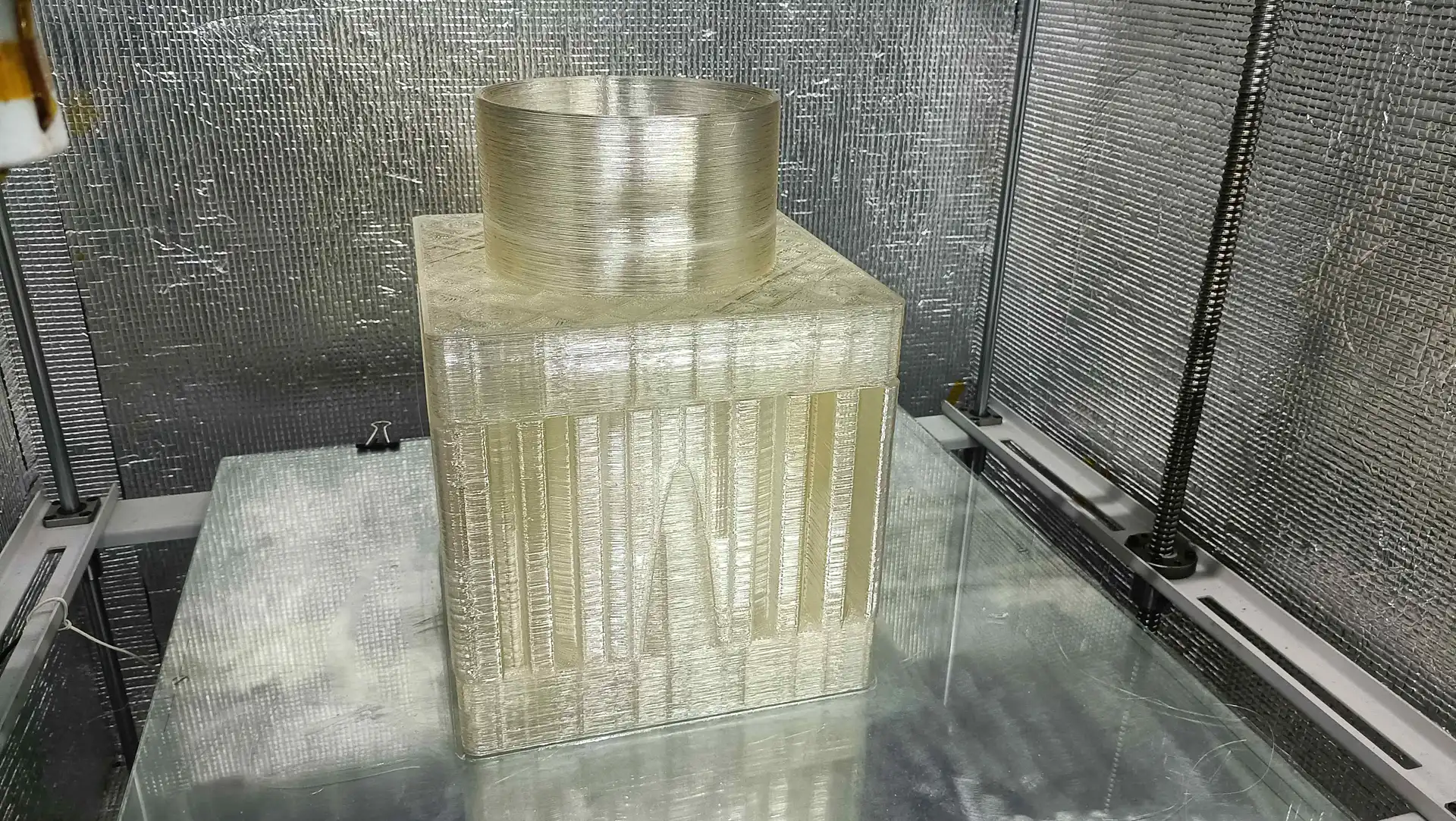
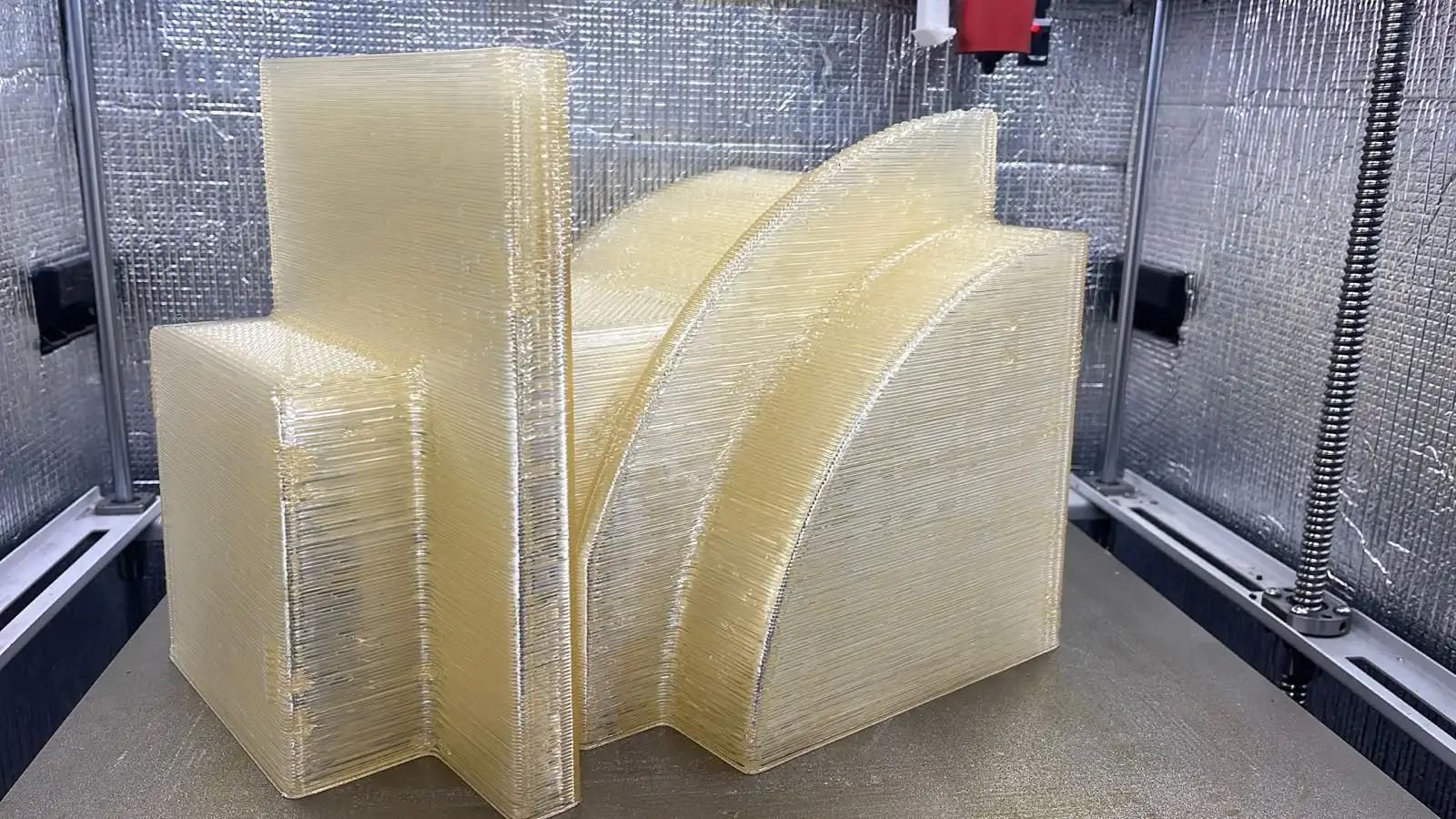
Composite Layup Tools
Fabricate large composite layup mandrels and splash moulds for carbon fibre and fibreglass parts. Pellet-printed tools can be surface-coated and used directly in low-temperature cure cycles.
07
Architectural Models
Build large-scale architectural and urban planning models that would be prohibitively expensive on filament printers. Low pellet cost makes full-building-scale prints economically practical for design firms and developers.
08
Furniture Components
Prototype and produce structural furniture elements — chair shells, table bases, cabinet frames — using durable PP or ABS pellets. Enables rapid design iteration and small-batch production without injection mould investment.
09
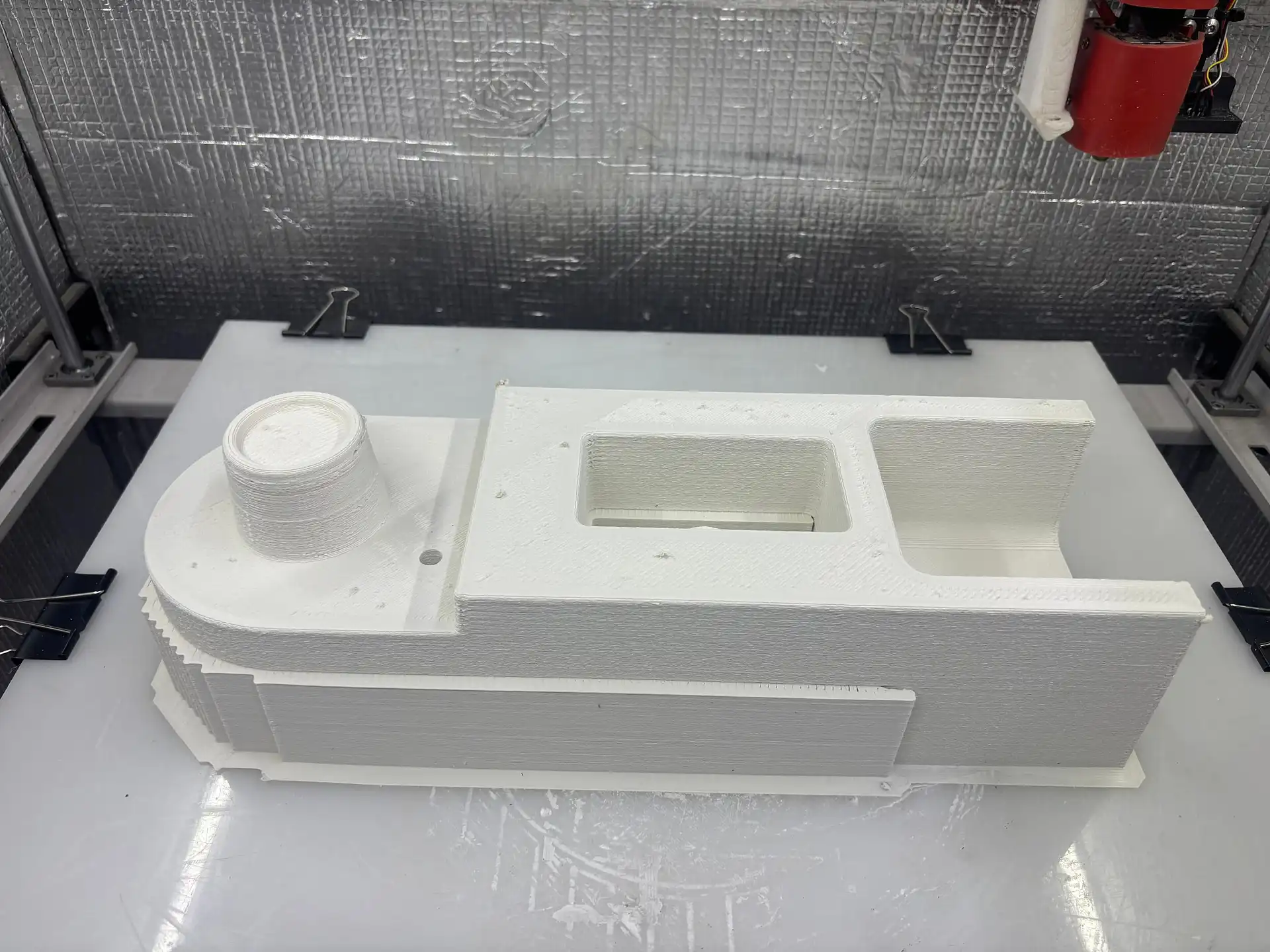
Industrial Housings
Print large enclosures, electrical control panels, and machine guards using engineering-grade pellets matched to the mechanical and thermal requirements of the end application. Eliminates sheet metal fabrication for complex geometries.
10
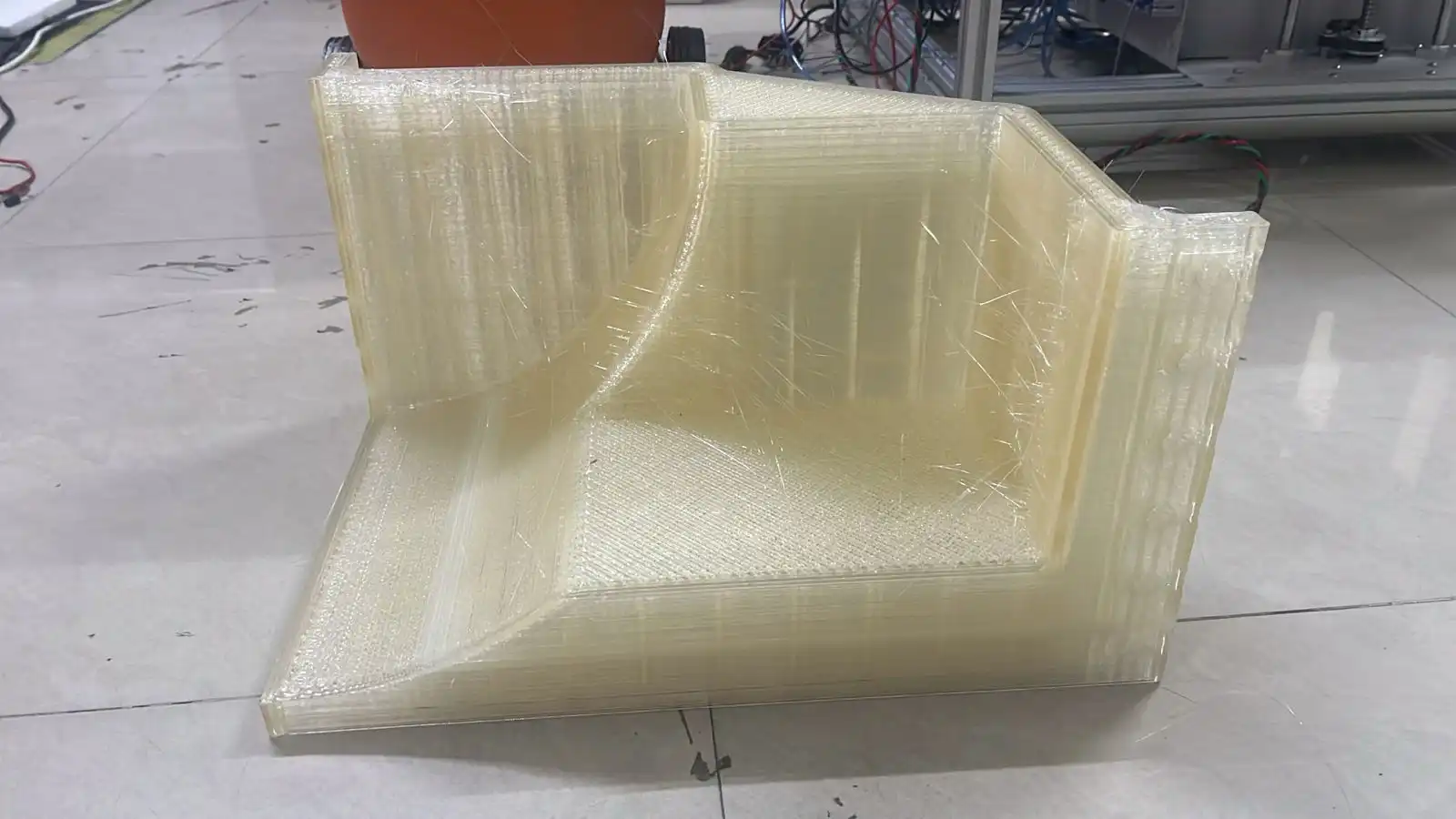
Large Robotic Covers
Produce aesthetic and protective covers for robotic arms, AGVs, and industrial automation equipment at low cost and fast turnaround. Enables custom enclosures that would otherwise require expensive GRP or thermoformed tooling.
11
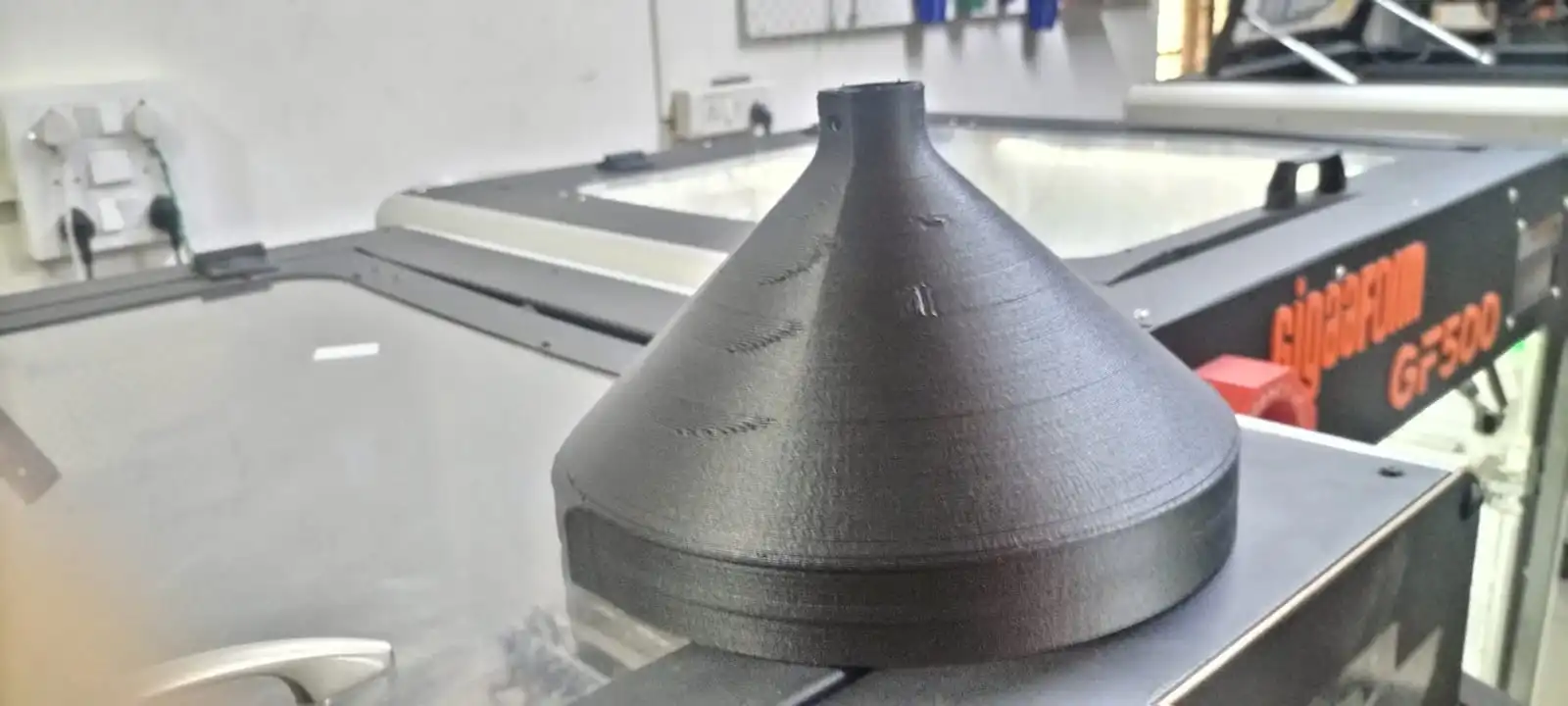
Boat / Mould Prototypes
Create large-format hull plugs, deck mould masters, and marine component prototypes using high-density pellets. Pellet extrusion makes it economical to test hull forms before committing to production tooling.
12
Defense & Aerospace Mockups
Manufacture life-size structural mockups, crew station ergonomic models, and training aids for defense and aerospace programmes. Rapid iteration at low cost accelerates human factors and integration studies.